There are a number of methods to mitigate emissions that result from refinery combustion processes. They typically involve the addition of expensive hardware, the magnitude of which depends on the reductions that need to be achieved.
However, if the combustion process produces the lowest emissions possible before leaving the stack, emissions creation can be minimized. Operating refinery heaters and boilers at the most efficient combustion possible will result in the lowest emissions from the start.
Stoichiometric is considered the theoretically ideal combustion condition where all the fuel is consumed with no unburned components and no excess air leaving the combustion chamber.
We will examine a practical combustion control system that results in achieving and maintaining a near stoichiometric condition. Included will be a listing of the necessary ingredients required, the resultant improved safety and additional benefits derived from such a Stoichiometric Combustion Control System.
A technology has been developed and implemented to operate process heaters at stoichiometric combustion. This produces the maximum fuel efficiency and thus maximum CO2 reduction. This CO2 remediation project has the side benefit of producing a fuel gas savings and NOx reductions that may allow avoidance of more expensive SCR systems.
Refiners typically have had problems sustaining the refinery process heaters and boilers at low excess air and achieving maximum combustion efficiency. The major reasons are mechanical issues with the equipment, the historical operating cultural philosophy, an inadequate control system and conflict with SIS.
Efforts are made from time to time to get the excess air down. At times, great emphasis is obtained on fuel efficiency training and low excess air reduction in the refineries. It usually does not last. Refineries are shorthanded and unable to continue the level of attention required to keep the air at a low level without automatic control.
These issues are resolved by the stoichiometric combustion concept addressed herein.
Background
In early 2005, Big West of California LLC, a Flying J company, acquired the Bakersfield Refinery from Shell Oil Company. Flying J is proposing to modernize and expand the existing refinery in order to increase production of gasoline and diesel fuel that meets California specifications.
Need for CO2 reductions
The recent changes in the regulatory environment around greenhouse gas emissions:
- In 2007 the State of California enacted Assembly Bill (AB 32), the California Global Warming Solutions Act.
- Act requires that California emissions return to 1990 levels by 2020.
California Energy Commission (CEC) estimates that in 2004 human activity in California was responsible for 492 million metric tons of greenhouse gases.* They estimate:
- Transportation 41%
- Electric Generation 22%
- Industrial Sources 21%
- Agricultural Sources 7%
CEC estimates petroleum refining accounts for 6% (29.5 million m/tons) of California total greenhouse gases.
*Inventory of California Greenhouse Gas Emissions and Sinks:
1990-2004, California Energy Commission Publication No. CEC-600-206-013-56, December 2006.
API published strategies
Oil and Gas Industrial Guidelines for Greenhouse Gas Reduction Projects
- Co-generation in which electricity is used at the site that can also make use of the heat or steam produced.
- Carbon capture, CO2 sequestration for reuse as a product.
- Flare reduction at oil facilities.
- Fuel switching
- Energy efficiency design and operational measures.
Big West views energy reduction/efficiency as the most cost effective option to reduce greenhouse gas emissions.
Recognizing opportunity to reduce emissions and improve fuel efficiency, Big West of California has been working with Bambeck Systems of Santa Ana California to equip several of the existing large process heaters and boilers with Stoichiometric Combustion Control Systems.
According to most recent Solomon study benchmark, approximately 50% of the refining operations cost is energy. If this could be reduced by 2 to 5%, the resultant savings would be dramatic.
Stoichiometric Combustion Control achieves CO2 reduction
Stoichiometric Combustion Control utilizes continuous measurement of CO, rather than Oxygen, to continuously adjust air-to-fuel ratio for optimum combustion.
The controls are able to achieve reduced emission of Nitric Oxides and improve combustion efficiency resulting in lower fuel usage i.e. lower greenhouse gas emissions.
Efficiency improvement is achieved by reducing the excess air not needed for stoichiometric combustion. Fuel is conserved by not heating the excess air to the stack exit temperature.
By improving efficiency, heat transfer to the tube is obtained with less fuel being burned, thus less CO2 is being created for the equivalent production. Any additional amount of combustion air beyond the stoichiometric requirement causes incremental fuel to be burned.
Comparison with alternate CO2 remediation efforts
The effectiveness of the controls vs. some alternates:
- Heater CO2 controls <$15/mt CO2 e
- Solar $1,100/mt CO2 e
- Reforestation $280/mt CO2 e
The realized cost for the five heaters listed below is approx. $12/mt ton CO2 e.
Recognized CO2 reductions and Fuel Savings at Big West
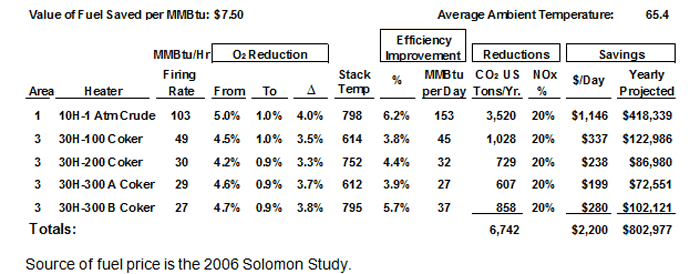
Source of fuel price is the 2006 Solomon Study.
Recognized Performance Benefits at Big West
- No operational problems related to the systems
- Minimal training and culture-change difficulties
- Better operator attention to the heaters, i.e. burner cleaning
- Operators are happy with the increase of automated control instrumentation on
the heaters
Premise of Stoichiometric Combustion Control Technology
The way to achieve Stoichiometric Combustion Control safely is by automatically controlling the stack or air damper continuously with a trace amount of flue gas CO, as the process variable.
Stoichiometric Combustion Control is superior to O2 based control as detailed below:
1. Controlling on CO, controls directly on the process variable of concern to operations.
A. Since CO production is the precursor to combustibles, controlling with a trace amount of CO ensures no combustibles are produced to cause a furnace incident or combustion problem:
- Large BTU fluctuations and fuel gas system upsets will be detected within seconds of combustion and compensated for quicker than with O2 control.
- CO is detected in trace quantities before the concentrations become large enough to “after-burn” or re-combust in the convection section.
- Burner registers set improperly. CO control will maximize efficiency while maintaining safe excess air
- Before a burner flames out, the burner will emit CO. The controls will add enough air to stabilize the burner.
- Ultra low NOx burners may have burner tip plugging issues. When a burner tip begins to plug, it will produce CO. The control will add enough air to eliminate the CO.
- Flame impingement will create CO. When a flame touches a cooler surface (tube or the wall), it will quench the flame. This will produce CO.
B. With O2 control, an additional cushion of O2 is required because of possible erroneous analyzer readings, such as:
- Air (with 21% Oxygen content) leaking into the furnace below the O2 analyzer.
- Leaks in the analyzer sample port or the calibration gas line.
- O2 measurement is a point sample, requiring the flue gas to pass by the sample probe. O2 is not constant throughout the furnace, unlike draft pressure, which is consistent at a heater elevation.
- O2 measurements are slow to react, therefore the control strategy is tuned to react slowly compared to CO control. A cushion of excess air is required to allow for the slower O2 control reaction time.
- The safe way to operate with O2 control is with a cushion of typically 2% O2 above stoichiometric combustion. This may result in O2 control of 3 to 4%.
C. O2 control with CO alarm or override fosters a false sense of security with the assumption that there is always enough air to burn with no combustibles.
- O2 set-point will normally be raised by operations to cover any unforeseen excursions (i.e. fuel and firing rate changes, fuel supply upsets) and the heater ends up at the current high O2 level.
- Since the O2 stays high, the heater is never in CO control. The CO analyzer and control falls into disrepair, rendering itself useless.
- It is not realistic to assume periodic testing of a heater can provide a safe O2 operating level and that it will remain constant or safe over time.
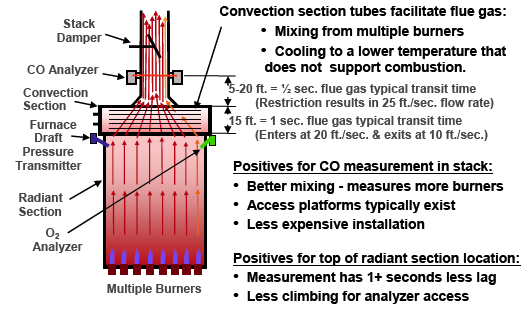
2. Across-the-stack light-beam measurement of CO compensates for flue gas stratification.
Burners in a multi-burner heater all operate at slightly different air to fuel ratios.
Combustion gases in the furnace reach the top of the radiant section in 2 to 4 seconds. This gives no time for mixing of the flue gas between burners. It is erroneous to assume an O2 analyzer located at the top of the radiant section is representative of all the burners in the furnace.
The CO analyzer measures the flue gas with a light beam across the stack after convection section tubes mixing. This allows the best representative measurement of total furnace products of combustion and catches the worst burners in the heater.
3. High sensitivity: 0 to 0.1% (1000 ppm).
CO analyzer scale is 0 to1,000 ppm which is ten to fifty times more sensitive than typical combustibles analyzer’s ranges of 0 to 1% or 0 to 5%.
Measurable LEL for CO to combust is typically between 10,000 and 30,000 PPM or 1 to 3%. With a typical CO control set point below 100 PPM, CO is detected early enough and fast enough to make corrective action far below the LEL.
4. Fast analyzer & control strategy.
CO analyzer must have a fast speed of response (0.14 sec) and a heater specific algorithm designed to control CO before problems occur. CO control catches fuel BTU swings and firing rate changes.
The CO analyzer detects and controls CO generation at trace levels which is before problems can occur and unsafe amounts of combustibles are formed. This requires a fast analyzer with a high signal to noise ratio to distinguish combustion process changes from analyzer noise.
Analyzers with lower signal to noise ratios use dampening and filtering to produce a smooth CO signal impeding fast response to the combustion conditions and unsafe amounts of combustibles could be produced prior to corrective control action.
5. Air leakage is not significant with CO control.
Furnace tramp air leaks are a major problem with O2 analysis and control compared to CO, since air that leaks into the furnace is composed of 21% O2 and no CO.
Tramp air, furnace leaks, and out-of-service burners with open air registers can be major problems with O2. These all give a false high (and thus assumed a safe reading). To compensate for air leakage, O2 analyzers are usually placed as close to the top of the radiant section as possible with the disadvantage of burner stratification in multiple burner applications affecting the reading.
A 10% air leakage dilution = approximately 2% additional O2 in the stack. If the real O2 reading is 3%, the O2 sensor thinks its 5% That large difference can result in a false sense of security.
Whereas with CO control, a 10% dilution means the control set point of 100 PPM, is diluted by an insignificant 10 PPM with no significant effect on the control..
6. CO control does not allow the random selection of a set-point.
CO control requires the air to fuel ratio always to be at stoichiometric combustion and safe at the same time. This is inherent in the CO control concept. It is not for operators to adjust as is typically the case with O2 control.
7. CO based control is safer than O2 control.
- O2 analyzer failures read high – the wrong direction for safety and give operators a false sense of security in the combustion process.
o O2 analyzer breaks, the reading will go up, down or hold last reading.
o Air leaks in the furnace below the O2 analyzer make higher readings.
- CO analyzer failures always read high – the correct direction for safety.
It doesn’t matter what the O2 is. What matters is combustibles.
Graphical representation of Stoichiometric Combustion
Typical test results display the stoichiometry curve of a process heater. The CO vs. O2 breakpoint slope will change depending on the burner mixing and the multiple burners’ air flow ratio balance relationship.

Requirements for operating process heaters at Stoichiometric Combustion
CO Analyzer
About the CO Analyzer used at Big West:
The analyzer required for this duty is a fast, high signal to noise ratio, in-situ single polychromatic beam, non-dispersive infra-red, negative filter, gas cell correlation spectrometer. It is designed to reliably measure trace amounts of CO from combustion processes, completely across the stack or duct in industrial process heaters and boilers.
Across-Stack CO Analyzer
IR Beam Negative Filter Gas Cell Correlation Spectrometer
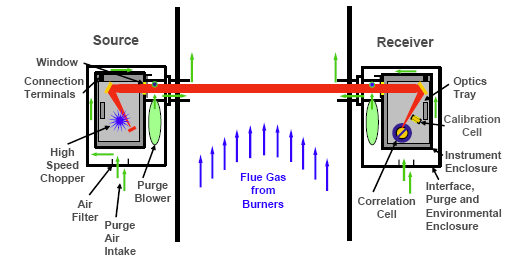
A two inch diameter encrypted infra-red light beam is transmitted, through protective windows, across the stack and focused onto a heat sensitive detector. Before entering the detector the beam is interrupted by a narrow band pass filter sensitive to the absorption wavelengths of CO molecule action and a dual chamber transparent correlation cell.
The correlation cell’s two chambers alternately rotate into the path of the light beam at 0.14 seconds acting as a negative filter and is used to standardize the analysis. One chamber is filled with CO; the other is filled with N2. When the side filled with CO is interrupting the light-beam, CO absorbs maximum energy and the intensity is decreased. When the N2 side is in the beam, max transmission occurs.
As CO shows up in the stack and passes through the beam, absorption occurs and the beam energy degradates as expressed in Beers law. Since this is an exponential relationship, there is more energy degradation when starting from zero absorption (the N2 side) vs. maximum absorption (the CO side). As the count of the CO molecules in the beam changes, the time based absorption ratio changes. Knowing the path-length, gas temperature and pressure, CO ppm on a wet basis is calculated. Analyzer zero is established by raising the excess air level in the heater thus burning (oxidizing) all CO to CO2. This usually occurs at 2% to 4% higher O2 than the CO control level.
For analyzer span calibration, a transparent sealed cell with a known concentration of CO is inserted in the light beam while in zero CO condition. Analyzer span is 1000 ppm. The analyzer is designed to maximize the signal to noise ratio so as to react fast enough in discerning the difference between process fluctuations and analyzer noise. This is done with maximum reliability, as required for such a remote stack installation. Environmental protection for the equipment and safety control interlocks are designed into the analyzer and the complex control loop.
Control Strategy
About the Control Strategy used at Big West:
Flue gas CO is used as a direct control parameter in a complex loop, which provides a unique fully integrated multi-parameter, multi-loop constraint control to safely reduce combustion air and maintain optimum balance of furnace combustion. It is designed to augment and be implemented internal to the Advanced Process Control of a heater.
The control utilizes feed-forward override capability with the feedback control strategies interwoven for seamless integrated combustion control; primarily based on instantaneous average CO content of the flue gas.
The resulting excess air reduction very slightly starves the oxidation process to produce continuously a trace amount of incompletely burned carbon in the form of CO. This allows the furnace to remain in tight control during charge rate variations, changed environmental conditions and firing rate turndown.
For Natural Draft heaters, the control strategy uses feedback signals of CO and furnace draft, weighted appropriately, which are specifically designed to control the stack damper. Damper feedback is incorporated in the control strategy as a safety.
For Forced Draft (FD) or Balanced Draft heaters the control strategy uses feedback signals of CO to trim the existing FD control with all the appropriate safeties CO based control affords.
Change of Operating Culture / Training
About the Culture Change at Big West:
Imperative in the implementation of this technology is the required culture change of the operator’s consideration of safe combustion operation.
“If it’s broke fix it.” Increased priority on routine maintenance forces intolerance to heater mechanical deficiencies such as tramp air leaks, nonworking dampers, broken burner registers, other unsound or non-repaired mechanical issues.
Refresh operator training program with emphasis on CO based control vs. O2 based or manual control.
Re-education of operations on alarm priority is a necessity. Renewed alarm management concepts. Remove nuisance alarms and re-educate operations on alarm priorities.
Interface with Safety Instrumented Systems:
When interfacing with a heater safety shutdown Safety Instrumented System (SIS) a basic understanding of the means to achieve Stoichiometric Combustion Control is required. Since this control requires CO as the control variable, the characteristics of CO control are to be incorporated into the SIS.
Problems with including O2 in the SIS shutdown logic include:
- During fuel spikes, CO reacts very fast thus O2 may read zero for a few seconds.
- Well sealed heaters have a high ratio of CO to O2.
o CO may not show up until O2 reduction reaches to 0.2%.
o CO may increase 300ppm for an O2 reduction increment of 0.3%.
- Heaters with well balanced burners may have a low O2 threshold before producing CO.
o With a control set-point of 80ppm, O2 may read 0.5%.
o CO may spike to 500 ppm and O2 may read 0.2% lasting 2 to 5 seconds until the CO control opens the damper sufficiently to raise the O2.
- Operators need training in the CO based control concept to understand that CO may impact the O2 trip and why using CO trip is safer than O2.
Choices in designing the SIS with CO based control:
1. Optimal. When on CO control, vote for shutdown only when both the Combustibles and CO analyzers read above shutdown trip-points.
- CO 950 ppm
- Combustibles 2,500 ppm
2. Less desirable. If O2 is in the shutdown logic:
- Reduce shutdown trip point to 0.1%
- Add a time excursion of at least 15 sec
Spurious trips and nuisance alarms
With limits too restrictive (high trip points and short time delays), operations will revert back to O2 control and end up at the current high operating levels of O2. It is most desirable to turn the O2 off while on CO based control and use CO in the SIS.
Process Heater - CO Analyzer
Design and Installation Standards:
A basic system installed on a typical refinery heater will cost between $150,000 and $250,000 excluding additions and upgrades to the unit DCS. The price depends on the following factors:
- Number of Stacks, CO analyzers
- O2 analyzers, stack damper actuators or draft transmitters required
- Access platform requirements
- Type, ND, FD, ID or BD; condition of damper & actuator
- Age, type & condition of heater and extent of leaks
- Number of burners, condition of registers
- Complexity of the complex loop control strategy
- Location of analyzer controller/transmitter
- Similarity and quantity of heaters in project
- Ambient temperature conditions
- Emissions limits
- Culture of operations, trainability
- Installation timing
Existing instrumentation is to be checked by refinery personnel, brought up to refinery standards and calibrated within the normal plant operational policy.
It is clear that small heaters firing at low heat release, requiring much remedial work cannot readily provide the energy savings justification for a CO control system. Larger heaters, with firing ranges above 20MMBTU/Hr would have more robust justifications.
Ease of Implementation:
The systems at Big West were installed turnkey by the equipment manufacturer, Bambeck Systems, which included the project engineering installation package, complex loop control system design, electrical and mechanical installation, all materials and equipment, implementation, startup and training.
The cost of ownership is minimal.
- Operations and I&E need to place additional attention on the added CO analyzers and in some cases the added damper actuators.
- Instrumentation calibration is required on a regularly scheduled basis.
- Adjusting of registers and burner cleaning is required, as needed, to maintain stoichiometric combustion control.
The equipment is relatively easy to maintain and operate.
Conclusion:
The increased focus on greenhouse gas reduction and the increasing energy costs provide an incentive and an economically justifiable opportunity for refiners to enhance their process heater efficiency and to lower their carbon footprint.
This is best achieved through stoichiometric combustion control systems and does not conflict with the intent of existing and developing Safety Instrumented Systems and standards. It may, in fact, enhance safety focus for heaters through added attention to
heater operation.